The MagControl Technique
Eddy current testing is an established technology for testing metallic components for surface fracture defects. The technology is used for component testing in the aerospace and automotive industries, but can also be used to detect defects in the volume of non-ferritic metal structures. A special variant of the eddy current testing is the eddy current testing developed and used by us with direct current premagnetization “MagControl technology”, which makes it possible to determine volume defects on both sides of the material, even with thicker ferritic steel components and material coatings. The MagControl technology uses a combination of a direct and alternating current magnetic field. In the event of damage or corrosion in the tested material, the field lines of the eddy current field change, which means that corresponding defects can be detected.
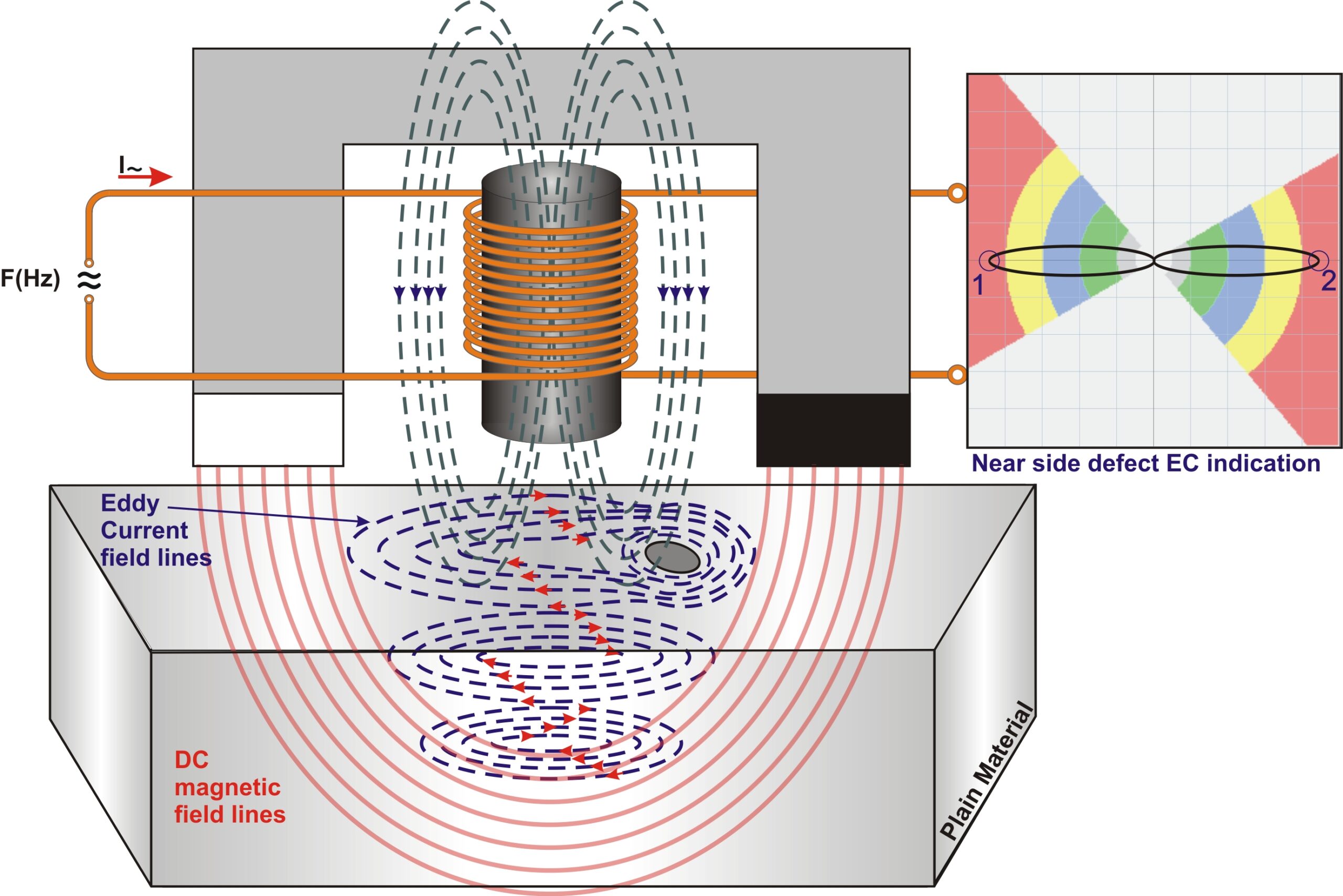
In the principle mentioned, DC magnetization field lines are generated by a magnet in the material to be tested. At the same time, a coil loaded with a certain frequency is positioned in the centre of the magnet, which generates a primary magnetic field according to Lenz’s law. This in turn generates an eddy current field in the material to be tested. Without changes in the two electromagnetic fields, no change is measured in the balanced impedance display of the coil – i.e. no signal is displayed.

In the event of surface damage or material changes, the induced eddy current field in particular changes directly, which is displayed in the eddy current impedance level of the coil sensor as a signal with a preselected signal phase and signal amplitude strength (left diagram).
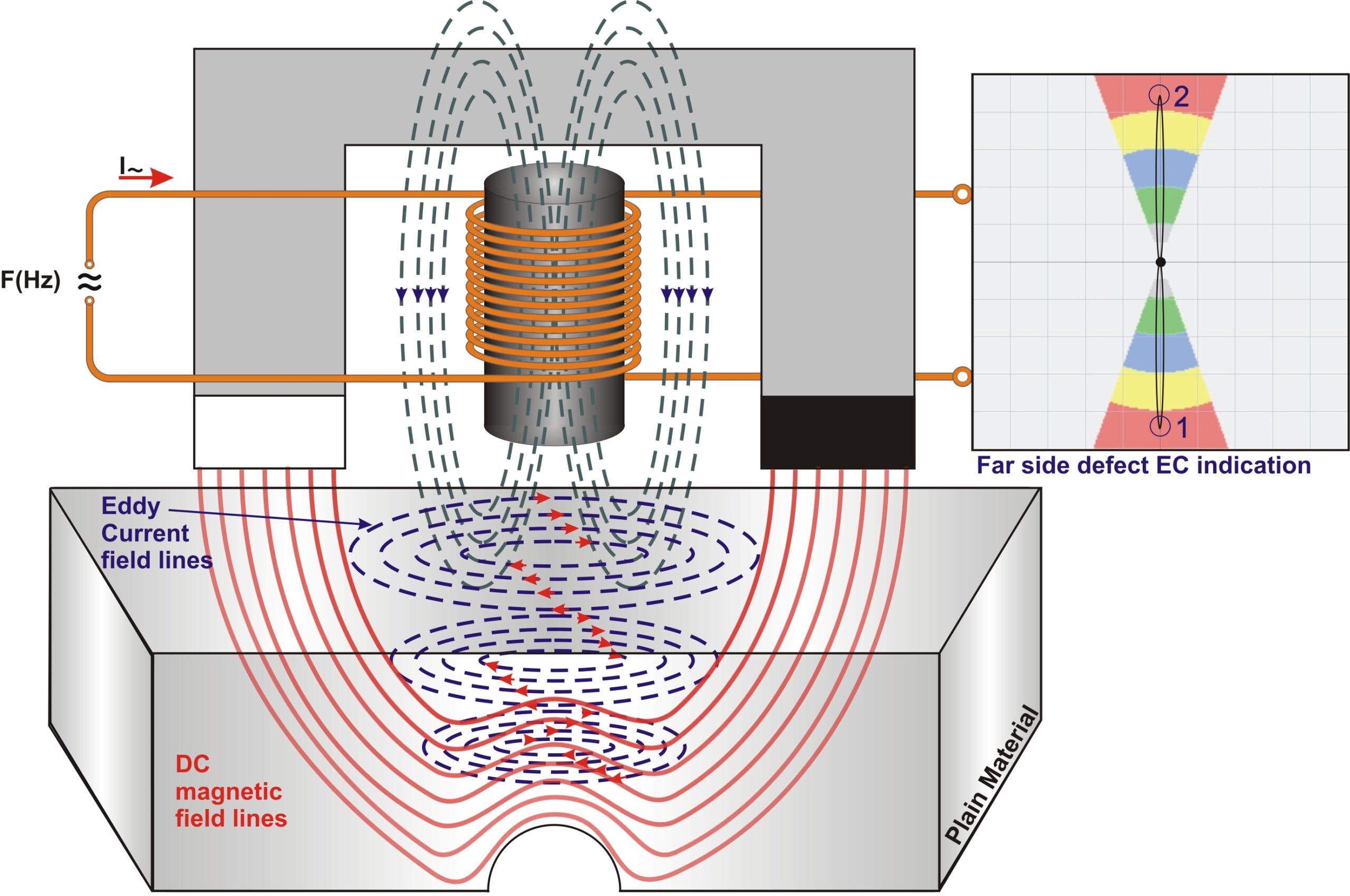
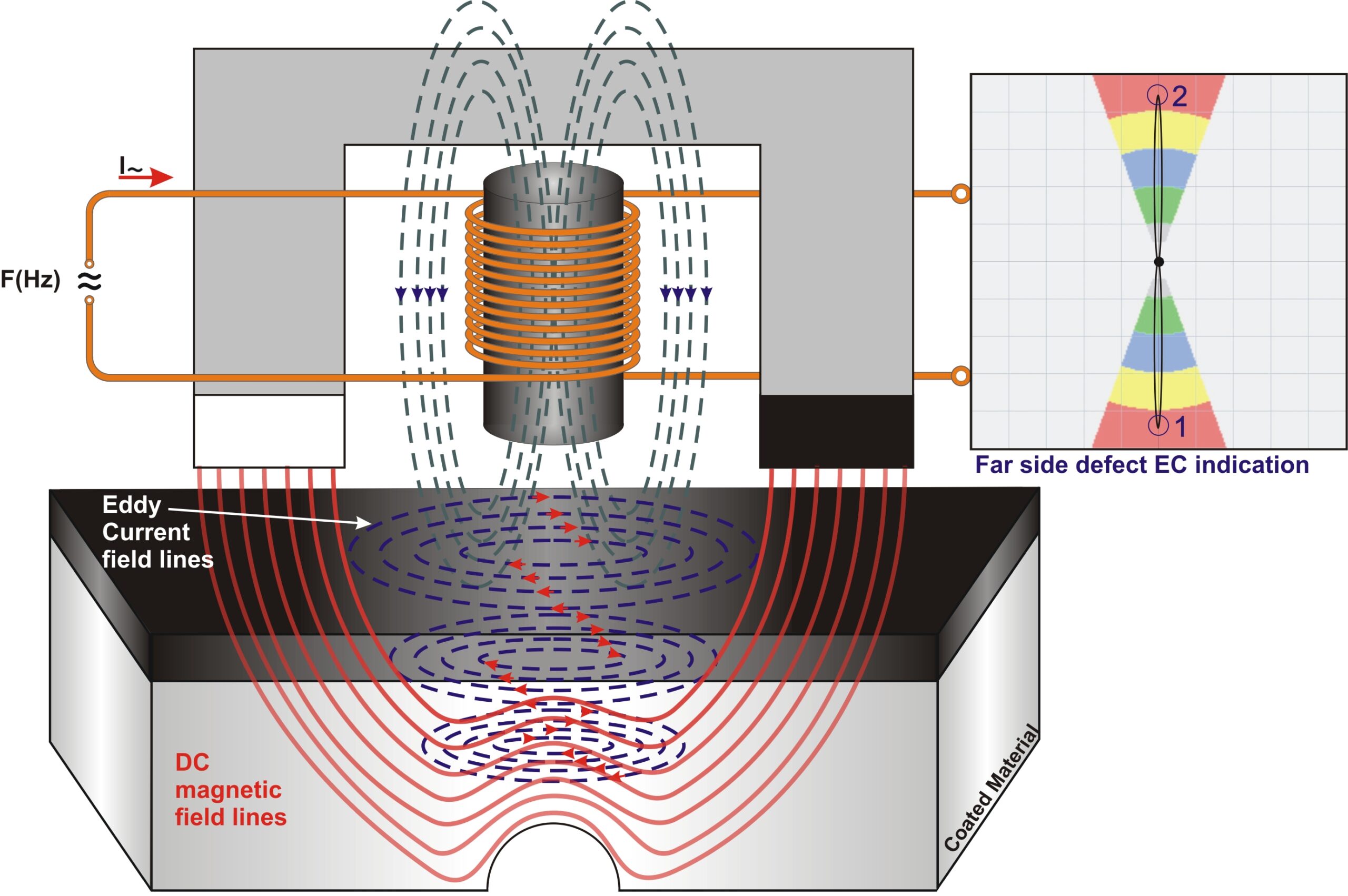
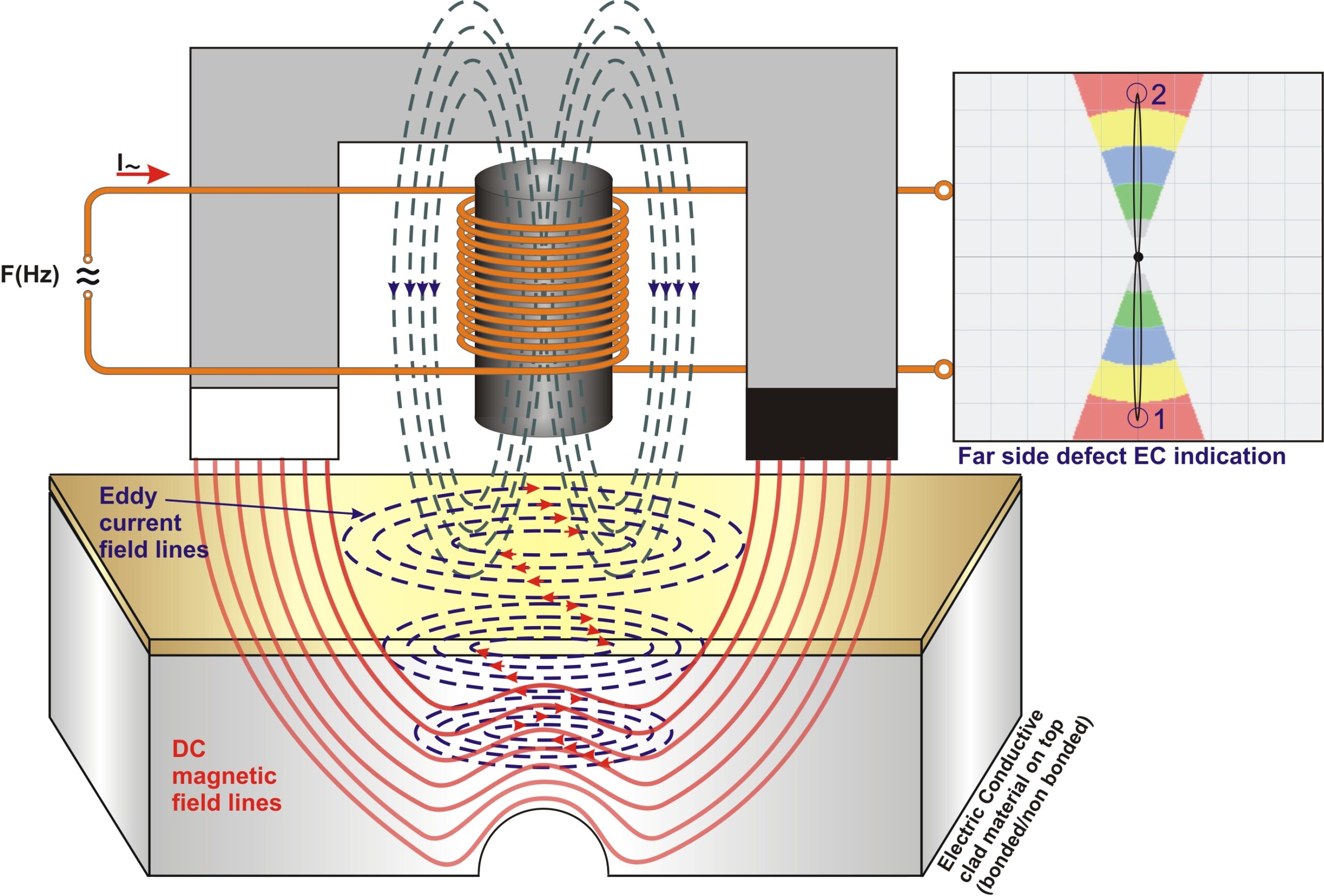
In the case of damage or material changes at the bottom of the material, the DC magnetic field is first changed, which has a changing effect on the induced eddy current field. This change in the eddy current field causes the impedance of the coil to change, which can be measured as a signal.
The different changes in the induced fields due to damage or material changes on the top and bottom or in the material itself can be analyzed directly by signal phase changes. The signal amplitudes are affected by the size of the volume of damage or material changes. Signal phase differences and changed signal amplitudes are used in the software to generate high-resolution color C-scans, which means that damage sizes and extents can be displayed very well in images.
A major advantage of the MagControl technology is the ability to test through coated or plated steel objects such as pipes or plates with specific sensors without having to remove them.
The advantages of the MagControl technology used by InnetiQs include
Advantages of MagControl compared to ultrasonic technology
The MagControl technology described above, sometimes combined with ultrasonic sensors, is used for our scanning systems. The possible applications, characteristics and advantages of these technologies are compared in the following table:



The MatriQs Software has a multiple capability set up, which allows to deliver the MagControl data acquisition and data handling with multiple-mode, multi-channel and frequency towards selected analysis windows on the Eddy Current based impedance signal handling, parallel time charts per channel in transfer to calibration selected colour codes.
Far side defect display and near side defect display:


As InnetiQs has implemented in particular for splash zone and subsea inspection systems parallel technologies as Ultrasonics, the MatriQs software allows a parallel operation with MagControl and Ultrasonics. Below is displayed the MatriQs Ultrasonics Software display, in use for thickness mapping in parallel operations to MagControl.
